Sobriété et efficacité dans les moteurs – Focus sur la maintenance et exploitation
Maintenance préventive : un entretien préventif régulier et complet, incluant la lubrification, le nettoyage des filtres et la vérification des alignements, permet de réduire les pertes liées aux défaillances mécaniques, de maintenir les performances (avec des gains énergétiques de 5 à 10 %) et de prolonger la durée de vie des moteurs.
Maintenance et exploitation
a. Maintenance préventive : un entretien préventif régulier et complet, incluant la lubrification, le nettoyage des filtres et la vérification des alignements, permet de réduire les pertes liées aux défaillances mécaniques,de maintenir les performances (avec des gains énergétiques de 5 à 10 %) et de prolonger la durée de vie des moteurs.
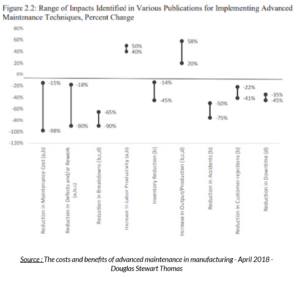
Cependant, les conséquences énergétiques ne constituent pas toujours le principal argument en faveur de la mise en place d’une stratégie de maintenance. D’autres aspects, tels quela sécurité, la disponibilité, la fiabilité, ainsi que la productivité et la qualité, sont également mentionnés comme des objectifs possibles dans l’adoption de techniques de maintenance avancées.
Bien que l’investissement dans les techniques de maintenance avancées aboutisse souvent à un retour sur investissement élevé, il n’est pas systématiquement rentable et peut représenter un obstacle pour plusieurs industries. D’autres facteurs, tels que le soutien technologique, les ressources humaines et l’état de préparation de l’organisation, jouent également un rôle déterminant dans son adoption.
b. Suivi des consommations pour maintenance prédictive : le monitoring des moteurs associé avec un système de contrôle avancés en temps réel la performance, permettantd’identifier rapidement les inefficacités ou anomalies dans leur fonctionnement et d’agir plus rapidement. Une modernisation peut être nécessaire.
Schneider electric
L’approche Schneider Electric pour la commande et protection des moteurs.
Les solutions de l’éfficacité énergétique passent par une analyse des points électro-intensifs et stratégiques du processus et de l’infrastructure concernés. Les éléments de la consommation électrique sont concentrés sur la commande des moteurs pour deux types d’applications :
La commande des fluides pour les pompes et les ventilateurs ;
La commande des mouvements à couple constant comme le transfert, la manutention, le positionnement, …
Ces commandes sont présentes sur tous les segments métiers : WWW, MMM, O&, F&B, Infra, … Il est donc indispensable de commander la chaîne mécatronique de façon optimale en s’assurant des points suivants :
• Commande sur la caractéristique optimale de la pompe ou du ventilateur (BEP) ;
• Surveillance des dérives mécaniques entraînant des surconsommations ;
• Maintien en condition opérationnelle de la chaîne de production afin d’assurer une maintenance conditionnelle et non plus curative.
Schneider répond à ces enjeux grâce à sa stratégie EcoStruXure, qui repose sur l’analyse des datas et de commande/surveillance des actionneurs pour une efficacité énergétique optimale des commandes de mouvements.
Mesurer
Calculer, modéliser, prévoir et suivre les principaux indicateurs de performance énergétique (IPE) avec des outils de visualisation et d’analyse de l’énergie.
Le plus important est de mesurer précisément les paramètres énergétiques des constituants critiques de l’installation, carcette donnée constitue la base de la prise de décision et, en fin de compte, celle qui garantira l’optimisation, la fiabilité et le meilleur rendement des process.
Schneider Electric a développé EcoStruxure Power Monitoring qui constitue le point de départ pour quantifier les éléments d’amélioration avec un faible investissement commercial. Il interagit simplement avec l’environnement de production grâce à une installation non intrusive des solutions de détection sans fil et secondaires. Cette collecte permettra d’établir des tendances et d’afficher des données avec une interprétation manuelle ou avec des outils d’analyse.
Et pour quels services ?
Les problématiques et les tendances actuelles dans l’industrie 4.0 se concentrent sur la disponibilité de l’outil de production, tant en exploitation qu’en maintenance.
La tendance actuelle n’est plus de commander simplement un moteur avec un variateur, mais d’intégrer l’îlot applicatif dans son ensemble. Cela permet de ne plus travailler sur des grandeurs électriques, mais de modéliser l’application de l’exploitant en lui fournissant des informations en lien avec son métier. Par exemple, pour une pompe, il sera possible de visualiser ses caractéristiques et son point de fonctionnement par rapport au débit et à la hauteur de la colonne d’eau.
L’offre de services a considérablement évolué durant cette dernière décennie, elle est passée d’actions curatives à une analyse conditionnelle. Cette exigence est rendue nécessaire par l’amélioration de la disponibilité de l’outil industriel.
Avec l’émergence de l’Industrie 4.0, la surveillance du process de fabrication est un élément clé pour préserver le CAPEX, c’est-à-dire la disponibilité des organes équipements de commande et des moteurs.
Que se passe-t-il lorsqu’un moteur électrique tombe en panne ?
L’un des premiers signes avant-coureurs d’une défaillance d’un moteur électrique est l’augmentation des vibrations, souvent causée par un désalignement, un déséquilibre du rotor ou l’usure des roulements. Sans détection ni correction à temps, ces vibrations peuvent accélérer la détérioration du moteur et peuvent conduire à une panne complète. Une surveillance régulière par analyse vibratoire permet d’identifier ces anomalies et d’intervenir avant qu’une défaillance majeure ne survienne.
En cas de panne avérée, deux solutions s’offrent aux industriels. Pour les moteurs de moins de 10 kW, le remplacement est généralement privilégié en raison de son coût abordable et de la disponibilité des modèles standards.
Pour les moteurs plus puissants, notamment au-delà de 30 kW, le rebobinage est une option courante, mais pas toujours faisable ni pertinente. Sa faisabilité dépend de plusieurs facteurs : l’état général du moteur, son usure, la qualité du circuit et les conditions d’exploitation.
Par ailleurs, même lorsqu’il est possible, un rebobinage entraîne généralement une perte de rendement estimée entre 1 et 2 %. Dans certains cas, un remplacement par un moteur neuf et plus performant peut être une alternative plus intéressante sur les plans énergétique et économique.
Dans l’industrie, la défaillance d’un moteur électrique peut avoir des conséquences majeures sur la production. Il faut avoir quelques chiffres en tête concernant les pannes sur une chaîne de production :
90 %
du temps de maitenance est “en mode crise” (maintenance corrective.
5 %
c’est le pourcentage du coût total de production dû aux pannes.
20 K€
c’est le coût horaire moyen d’un arrêt de production dans l’agroalimentaire.
1 M€
c’est le coût horaire d’un arrêt de production dans l’automobile.
La préoccupation de l’exploitant est donc la suivante : “Je ne peux pas me permettre un arrêt de production inopiné. Il me faut un contrôle de la production avec un bilan énergétique, ainsi que des données de maintenance conditionnelle sur ma commande de moteurs BT/MT.”
La réponse de Schneider Electric, au travers d’EcoStruXure Asset Advisor for Drives & Moteurs, repose sur trois piliers :
Disposer d’un tableau de bord pour les variateurs et moteurs BT/MT.
Prévenir les pannes et intervenir efficacement.
Planifier les maintenances avec l’équipe d’intervention.
EcoStruxure Asset Advisor fournit donc un service clé pour la disponibilité de la commande des mouvements dans l’usine avec :
Une optimisation de l’efficacité énergétique de la commande des moteurs grâce à une maintenance optimisée, assurant le fonctionnement de la chaîne mécatronique à son meilleur rendement ;
Une visibilité de l’état de santé des Drives et des Moteurspartout et à tout moment ;
Une anticipation des risques de panne par un suivi à distance en temps réel ;
Desrapports mensuelsainsi qu’un rapport annuel complet ;
Un accès 24 h/24 à l’expertise du constructeur pour transformer les données brutes en plan d’action ;
Une réduction du risque de temps d’arrêt grâce à la maintenance prédictive.
Avec EcoStruxure Asset Advisor for Drives & Motors, la commande des moteurs sur les procédés critiques est garantie, offrant à l’exploitant une visibilité complète sur l’état de santé du parc de variateurs. Passer d’une maintenance curative à une maintenance conditionnelle, c’est l’assurance pour nos clients de disposer d’un outil de production compétitif et fiable, essentiel pour assurer la transition vers l’industrie du futur.